

產品優點
- 易於再製原始結構
- 優異工作性能,幾乎無須覆塗
- 對各種基材具良好附著力
- 可以噴塗或珠體施工
- 不垂流性極佳
- 可用水性塗料覆塗
- 低氣味
- 良好隔音與減震性能
- 不含溶劑與異氰酸酯
- 不含矽與聚氯乙烯
使用範圍
Sikaflex®-529 AT設計用於可噴塗彈性密封膠,用於碰撞修復與車身結構中接縫密封、搭接與石塊防護。 在對容易發生應力開裂的材料使用Sikaflex®-529 AT前,請尋求製造商的建議並在原始基材上進行測試。 本產品僅適合有經驗的專業使用者。必須於實際基材與條件進行測試,以確保附著力和材料相容性。包裝
| 硬管 | 290 ml |
| 鋁箔軟包 | 300 ml |
技術資訊
| 化學成份 | 矽烷封端聚合物 (STP) | |
| 顏色 (CQP001-1) | 黑色、赭石色 | |
| 固化速率 | 濕氣固化 | |
| 密度 (未硬固前) | 按顏色 | 1.3 kg/l |
| 施作溫度 | 環境溫度 | 5 ─ 40 °C |
| 表乾時間 (CQP019-1) | 20 分 A | |
| 固化速度 (CQP049-1) | (見圖表) | |
| 收縮性 (CQP014-1) | 3 % | |
| 蕭氏硬度A (CQP023-1 /ISO 48-4) | 30 | |
| 拉伸強度 (CQP036-1 / ISO 527) | 1 MPa | |
| 斷裂時伸長率 (CQP036-1 / ISO 37) | 200 % | |
| 耐裂口撕裂擴散性 (CQP045-1 / ISO 34) | 2 N/mm | |
| 服務溫度 (CQP513-1) | 4 小時 1 小時 | -40 ─ 80 °C 120 °C 140 °C |
| 最佳保質期 | 硬管 鋁箔軟包 | 15 個月 B 12 個月 B |
| CQP = Corporate Quality Procedure | A) 23 °C / 50 % 相對濕度 | B) 儲存低於 25 °C |
固化速率
Sikaflex®-529 AT 與大氣水分反應固化,低溫時水分通常較低,固化反應進行通常較慢(見圖1)。
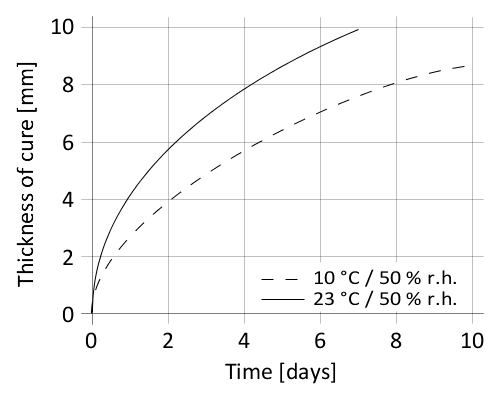
圖 1: Sikaflex®-529 AT 固化速率
化學抗阻性
Sikaflex®-529 AT 一般耐淡水、海水、稀酸與稀釋苛性鹼溶液。暫時耐燃料、礦物油、植物和動物脂肪油;不耐有機酸、乙醇、濃無機酸和苛性溶液或溶劑。
施作
表面整理
表面需乾淨、乾燥無油脂、油污與灰塵。
表面處理根據基材的特性,會影響持久黏著度。有關表面處理的建議可在最新的Sika® 前處理表中找到。這些建議基於經驗,需透過對原始基材測試驗證。
施作
Sikaflex®-529 AT 可於5 °C 至40 °C 間施工。注意反應性與施工特性變化,基材與填縫膠最佳溫度在15 °C 至25 °C之間。
Sikaflex®-529 AT 可以手動、氣動或電動槍施工,噴塗設備選擇與設置建議使用Sika® Spray Gun (硬管) 或 Jetflow Gun (鋁箔軟包)。
修飾及完成
Sikaflex®-529 AT可使用油漆刷或刮刀修飾與成型,需在密封劑的成型時間內進行。建議使用Sika® Tooling Agent N。其他成型劑在使用前需進行適用性與相容性測試。
殘膠移除
未固化之 Sikaflex®-529 AT 可使用 Sika® Remover-208 或其他適當溶劑自工具和設備上去除。一旦固化,只能以機械方式移除。須立即使用如Sika® Cleaner-350H之手巾或適當工業洗手液與水清洗手部。請勿於皮膚上使用溶劑。
上漆性
Sikaflex®-529 AT 可在成型時間內塗漆。若密封劑成型後須塗漆,塗漆前可使用Sika®Aktivator-100 或 Sika®Aktivator-205提升附著力。若塗漆須烘烤(> 80 °C),需先讓密封劑完全固化後以達最佳性能。所有塗漆須進行初步測試。
油漆的彈性通常低於密封劑,可能導致接縫區域漆膜開裂。